责任有限公司官网")
一体化全炉浇注技术为何迅速成为高炉大中修的优选方案?
发布时间:
2022-11-30
来源:
作者:
序言
一体化全炉浇注技术(专利号:ZL2020109906820)是河南华西科技集团自主研发的新型专利技术,其关键优势在于针对高炉各个部位受侵蚀的原因,有针对性地研发出各部位结构耐材。建立三个新材料体系及新工艺理论,采用的材料要求塑性成形,反应增强,材料要求严苛。改变传统施工工艺,一次浇注成型,整个高炉内衬自下而上形成一个完整的整体。该技术已成功应用于国内多项大型高炉项目,市场占有率达92.86%。一体化全炉浇注技术为何迅速成为高炉大中修的第一选择?原因可以从以下四点反映说明。
01 一体化全炉浇注技术的提出
随着产能限制和环境保护政策影响,造成国内高炉停开炉频繁,高炉的安全及炉衬寿命也承受着巨大的考验。高炉作为一个密闭高温高压的“黑匣子”,内部发生着复杂多变的物理化学变化,高炉炉缸的侵蚀不可避免,进一步推动了高炉的大中修进程。
传统的高炉大修是使用组合砖将炉缸重新砌筑,冷却壁局部或整体进行更换,炉身局部采用耐材进行喷补。这样的维修弊病也是十分明显,大量消耗人力、物力,分段分部位维修造成炉身炉型和设计炉型差异大,“窜气”的通病更是让钢铁企业一直头疼不已。而且在物料的准备及生产等环节也产生了一定的重复性,造成资源浪费及环境污染。
华西华西科技集团专注高炉耐材维修64年,服务高炉项目超3000座次,经过多年的研发创新和技术累积,结合华西材料的独特性和优越性,自出研发提出国际领先的一体化全炉浇注技术。华西一体化全炉浇注技术的成功应用,使得高炉内衬可以完全接近于设计炉型,从根源上去除“窜气”问题,从而提升高炉利用系数,降低焦比,已经广泛地应用于国内外的大中小型高炉。
02 材料技术优势
华西科技与北科大1998年开始研究高炉内衬耐火材料,建立三个新材料体系及新工艺理论:
金属-非氧化物复合材料体系(金属塑性相工艺理论);
氧化物-非氧化物复合材料体系(过渡塑性相工艺理论);
金属-氧化物-非氧化物复合材料体系;
(1)利用金属(Si/Al)的延展性实现塑性成型,利用高炉内的氮化及还原气氛实现使用中原位合成高温增强相(Si3N4/SiAlON),与非氧化物基材形成完美的镶嵌结构,同时实现:优异的抗化学侵蚀性能;使用过程中具有自修复功能;良好的抗热震性能;
(2)以金属-非氧化物复合材料体系为基底,通过非氧化物表面改性,采用溶胶凝胶成型工艺实现:良好的流动性;快速干燥性能;干燥后的整体稳定性。
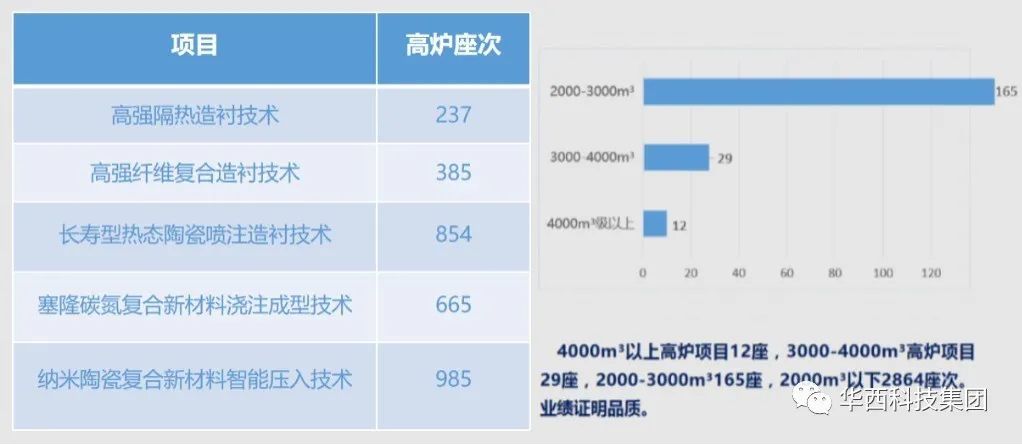
华西科技通过近30年的持续研发和创新,研发出高耐磨耐冲刷复合材料、铁口抗侵蚀复合材料、高韧性赛隆复合材料、赛隆碳氮高强复合材料。在国内外各大钢铁企业得到成功应用,填补了行业内的多项空白,为钢铁行业做出了卓越贡献!
03 一体化全炉浇注耐材结构配置
炉底部位采用HX-LD自流浇注料代替传统的陶瓷杯垫,能够将有效抵御铁水侵蚀,能够稳定的维持炉底的热平衡。
炉缸部位采用HX-LG高韧性氮复合材料代替传统的陶瓷杯砖,消除了传统陶瓷杯与炭砖之间的填充层,减少了热阻层,使浇注的炉缸整体传热效率得到保证。
铁口区域采用HXRJ-TK耐磨抗冲刷浇注料替代铁口高铝砖,最大限度提高铁口衬体材料的强度和致密度,抵抗铁水环流的冲刷,增大抗渣铁侵蚀能力。
风口区域属于高温区采用HXRJ-FK抗侵蚀浇注料代替传统的风口组合砖,快速形成渣皮,延长风口区耐材使用寿命。
炉腹炉腰部位冷却壁热面浇注采用HXNM-TICTC高强复合材料代替传统的Si4N3-SiC镶砖,韧性大,强度高,耐渣铁侵蚀、抗碱性侵蚀。
炉身中上部冷却壁热面浇注采用HXNM-GL塞隆复合材料代替传统的浸磷酸黏土砖,具有耐磨、强度高,韧性好,耐机械磨损、抗热震。
整个全炉浇注过程采用在炉内进行搭设脚架,支模,逐层泵送自流浇注,一次浇注成型,整个高炉内衬自下而上形成一个完整的整体,全炉浇注完成后依据烘炉曲线进行烘炉,以保证材料的强度等性能能够完全实现。
04 一体化全炉浇注技术高炉应用案例
近年来,华西一体化全炉浇注技术越来越多地成功应用于大中型高炉的维修项目。截至目前,浇注修复已达13座,市场占比92.86%。以安钢1#2280m³高炉全炉浇注项目为例展开叙述:
安钢1#高炉由于环保管控原因频繁停开炉,部分未更换的冷却壁陆续出现漏水现象,严重制约了高炉安全生产,考虑生产稳定性,2020年2月份开始对该高炉进行中修(高炉的铁口、风口区域浇注和高炉本体冷却壁全浇注工程项目)。
由于做出抢修决定的时间仓促 ,受抢修工期及冷却壁、镶砖等备件耐材制造周期较长等因素的影响,通过和相关设计院、高校、兄弟钢铁企业等单位进行技术交流和探讨,决定不再采用冷却壁镶砖的传统工艺,直接采用一体化的全炉浇注技术进行施工。1#铁口区炭砖侵蚀较严重,完整炭砖最薄处仅98mm。从损坏的形式来看,多是漏水以后产生的炭砖疏松层和插氧枪时氧气烧出的孔洞。
风口区域的组合砖膨胀系数大,且两条接触缝的处理难度大,并且其耐热震能力差,容易因应力裂纹而产生局部破损,另一方面,该高炉部分旧冷却壁漏水,风口及冷却壁的漏水部分流到冷面,遇温度升高时会产生蒸气,造成双重危害。
生产过程中部分冷却壁出现漏水现象,停炉后对漏水的冷却壁进行更换,拆除更换5-7段铜冷却壁94块,拆除更换8-14段铸铁冷却壁191块。
1号高炉于2020年4月15日19:58点火开炉,炉况恢复过程比较顺利,压量关系平稳,下料顺畅,22日高炉顺利达产。24日高炉负荷加到4.51,5月5日高炉负荷加到4.7,高炉日产达到5000吨以上。
根据最新跟踪的数据,该高炉产量较去年提高了15%-25%,焦炭负荷较去年提高了25%,高炉炉况4月开炉至今顺行状态始终较好,冷却壁壁体温度稳定均匀,炉内气流顺畅,炉型规则可控。
浇注前后冷却壁壁体温度对比
05 总结
华西一体化全炉浇注技术已迅速成为高炉大中修的第一选择,标志着高炉内衬发展史进入到又一次技术革命。以施工工期优势、整体承包优势、服务品质优势赢得了市场的认可及国内外客户的一致好评。